[VIP第1年] 指数:3
[VIP第1年] 指数:3

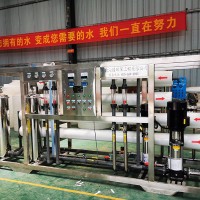
双级2吨纯净水设备概述
双级2吨纯净水设备是一种中小型水处理系统,采用双级反渗透(RO)技术,每小时可处理2吨水,广泛应用于食品加工、饮料生产、制药、电子工业、实验室等对水质要求较高的领域。该设备具有高效脱盐、稳定运行和节能环保的特点,能够有效去除水中的溶解性固体、重金属、有机物和微生物,提供纯净、安全的水源。
一、双级2吨纯净水设备的工作原理
1. 预处理阶段
在进入反渗透系统前,水经过预处理系统初步过滤,以保护后续设备,延长其使用寿命:
多介质过滤器:去除水中的悬浮物、泥沙和颗粒物。
活性炭过滤器:吸附余氯、有机物及异味,防止对反渗透膜的氧化损害。
软化器(可选):通过离子交换去除钙、镁离子,降低水的硬度,避免膜结垢。
精密过滤器:进一步过滤细微杂质,确保进入反渗透系统的水质稳定。
2. 双级反渗透阶段
第一级反渗透系统:
通过高压泵将预处理后的水送入第一级反渗透膜,去除98%以上的溶解性盐类、重金属和细菌。
第一级产水作为第二级的进水。
第二级反渗透系统:
对第一级的产水进一步处理,去除残余杂质和离子,显著提高水质,达到纯净水标准。
3. 后处理阶段(可选)
紫外线杀菌器:用于杀灭水中的细菌和病毒,确保微生物指标达标。
臭氧发生器:用于储水罐的杀菌和防止细菌滋生。
混床或EDI系统(如需超纯水):进一步提高水质纯度。
二、双级2吨纯净水设备的结构组成
预处理系统
多介质过滤器
活性炭过滤器
精密过滤器
软化器(可选)
双级反渗透系统
高压泵:为反渗透系统提供压力。
反渗透膜组件:核心过滤部分。
管道与支架:多采用食品级PVC或不锈钢材质,确保水质安全。
控制系统
PLC自动控制面板,实时监测水质、电导率、流量和设备运行状态。
后处理系统
可根据实际需求配置紫外线杀菌器、臭氧发生器或混床设备。
储水设备
食品级PE水箱或不锈钢储水罐,用于储存产水。
三、设备特点
高效过滤
双级设计提高了脱盐率,可达99%以上,确保产水水质达到国家纯净水标准。
智能控制
采用PLC智能控制系统,支持在线水质监测、报警和自动运行,减少人工干预。
环保节能
废水回收设计可有效降低废水排放,优化水资源利用率。
结构紧凑
设备体积小,结构合理,安装方便,适用于空间有限的场所。
耐用性强
核心部件如RO膜和高压泵采用进口品牌,确保设备性能稳定、使用寿命长。
灵活配置
可根据客户需求定制后处理模块或调整设备材质,如不锈钢与PVC选项。
四、应用领域
食品与饮料行业
饮料生产、食品加工用水。
医药行业
制药工艺用水、医疗器械清洗用水。
电子行业
电路板清洗、电子元器件生产用水。
实验室与科研
化学分析、实验室试剂配置用水。
工业生产
锅炉补给水、冷却系统用水。
五、设备选购要点
确认水质需求
根据目标产水质量选择合适的配置,确定是否需要配置后处理模块。
明确水源条件
评估原水TDS值、硬度、余氯等,决定预处理系统的具体配置。
核心部件品牌
选择优质的反渗透膜(如杜邦、陶氏)和高压泵,以确保设备性能和可靠性。
环保与节能设计
关注废水排放比例,优选具备高回收率的设备。
售后服务保障
选择技术支持完善、维护方便的供应商,确保设备长期稳定运行。
六、设备使用与维护建议
滤芯和膜的更换
滤芯:每3-6个月更换一次。
反渗透膜:根据使用情况,通常1-2年更换一次。
定期清洗
使用专用清洗剂定期清洗反渗透膜,防止结垢和污染。
水质监测
定期检测产水的TDS、电导率等指标,确保水质符合标准。
预处理系统维护
定期反冲洗多介质和活性炭过滤器,确保过滤效果。
自动化系统检查
定期检查PLC控制系统,确保运行数据准确,报警功能正常。
环境清洁
保持设备周围清洁,避免杂物和灰尘影响设备运行。
七、总结
双级2吨纯净水设备是一款高效、稳定且经济的水处理解决方案,适合中小型用水需求场景。通过双级反渗透系统与灵活的预处理和后处理模块,该设备能够高效去除水中各种杂质,为各行业提供符合标准的纯净水。合理的选型、规范的操作和定期的维护,可确保设备长期稳定运行,为用户带来高品质用水体验。